

SGP1000 high-efficiency deburring and edge rounding machine with belt and spiral barrel combination
SGP1000






Hangzhou Xiangsheng Abrasive machine Manufacturing Co., Ltd.
Focus on the international perspective, create unlimited value, and let Made in China contribute to the prosperity and peace of mankind.
Number of patents:
100+ items
Professional sander manufacturer
There are specialties in the technical industry, we focus on the research and development of sanders to provide users with a large number of options.If you want choose for sheet metal deburring machines, wide belt grinding machines Manufacturer, please contact us.
Perfect processing technology

Suitable for all kinds of materials

High quality after sales service

Professional &
trustworthy
A wide range of applications
Electric power parts industry, automotive precision parts, non-metallic insulation board, friction materials, precision sheet metal manufacturing, rail transit equipment manufacturing, aerospace, nuclear power and other special materials processing, engineering, agricultural machinery, plate processing, medical equipment.
Equipment introduction
Our equipment is suitable for processin g workpieces of various materials, such as copper, aluminum, stainless steel and mild steel, etc.

SGP1000 is a high-efficiency deburring and edge rounding machine equipped with one wide abrasive belt station and four spiral abrasive barrels. It is specially designed for laser-cut, punched, and sheared metal parts, delivering consistent edge rounding and clean surface finishing in a compact, user-friendly system.
SGP1000 high-efficiency deburring and edge rounding machine with belt and spiral barrel combination

Machine description:
SG1030-NG+JS is a high-efficiency deburring, slag removal, and surface finishing machine specially designed for laser-cut metal parts, ensuring clean edges and smooth surfaces for steel, stainless steel, aluminum, and more.
SG1030-NG+JS high-efficiency deburring, slag removal & surface finishing machine for laser-cut parts

It is specially used for batch burr removal, edge blunting, surface polishing, surface drawing, etc. of laser cutting blanking parts. The core grinding station adopts up to four grinding methods, which can be used in combination to greatly improve processing efficiency.
SGPGB1000 Metal Surface and Edge All-in-One Solution

SGP1300 Wide abrasive belt head for sanding out the burrs or surface finishing,Planetary type abrasive barrel station for further edge rounding, 8 abrasive barrels (4 in clockwise rotation, and 4 in counter-clockwise rotation), and planetary rotation.
SGP1300 High efficiency deburring edge rounding and surface finishing machine
Application solution
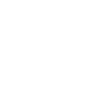
Cutting and punching flat workpieces with rounded corners
Plasma, flame, laser dross, slag removal

Surface rust removal, laser oxide removal
News
Company news
and industry information

Architectural Metal Finishing Solutions for Renovation & Modernization Projects
In dense urban regions like Singapore, Sydney, Hong Kong, and Dubai, full structural replacements are expensive, disruptive, and often unnecessary. Instead, high-end renovation projects for lobbies, elevators, and public facilities rely on stainless steel surface restoration to achieve like-new visual quality.
Scheduled asset upgrades every 5–10 years (airports, malls, banks)
Rising cost of replacing premium PVD, Ti, or stainless steel panels
ESG and sustainability standards favor reuse over replace
Design mandates for high visual consistency across surfaces
| Application Area | Common Surface Targets | Stakeholder Roles |
|---|---|---|
| Commercial & Retail Interiors | Wall panels, display fixtures | Interior design firms, GC contractors |
| Airport & Metro Facilities | Escalator covers, bulkheads | Government contractors, facility managers |
| Hospitality & Real Estate | Elevator doors, lobby walls | Property developers, renovation PMs |
| Escalator & Elevator OEMs | Cabin interiors, panel sets | OEM maintenance partners |
| Stainless Steel Fabricators | No.4 / HL panels | Job shops, architectural suppliers |
The JONSEN SGP series and SGPGB1000 machines deliver a unique set of capabilities purpose-built for architectural metal renovation:
✅ Wet sanding to prevent heat distortion on large sheets
✅ No.4 and HL finish modules for uniform brushed aesthetics
✅ Wide working widths (>1300mm) ideal for elevator panels
✅ Modular brushing + polishing for seamless grain consistency
✅ Closed-loop dust and water control, suitable for indoor use
✅ Gantry-type platforms for long panel support
| Requirement | JONSEN’s Solution | Value to Client |
|---|---|---|
| Refinish aged stainless steel | No.4 / HL finish station | Restore aesthetics at 20% cost of replacement |
| Avoid heat deformation | Wet operation + cooling | Maintain flatness on large panels |
| Handle oversized panels | 1300mm+ width + gantry rollers | Process wall cladding & elevator doors |
| Visual uniformity across batches | Programmable sanding + polishing | Ensure grain continuity & spec repeatability |
| Dust/environment compliance | Closed wet system | Safe for use in hotels, malls, indoor zones |
| Reduce labor input | Single-pass automated finish | Cut manual labor by 60–80% |
Old Panels: May show swirl marks, discoloration
JONSEN Output: Brushed finish restored without heat warp
Problem: Inconsistent surface sheen after patch replacements
Solution: Full-panel uniform rework with HL finishing
Need: Consistent metallic sheen on counters, displays
Solution: Controlled grain brushing with polishing station
Pre-cleaning of aged panel surface
Wet sanding pass using programmable No.4 module
Edge treatment with controlled rounding or blending (if needed)
Polishing pass for HL or satin sheen
Dry-down & QC inspection
→ All in one pass, within 3–5 minutes per panel.
Q: Can this be used on PVD-coated stainless panels?
A: Yes. Light finishing settings allow surface restoration without removing base coatings.
Q: Is the finish consistent across long panels?
A: The system maintains grain depth, alignment, and gloss via belt and brush control.
Q: What sizes of panel can it handle?
A: Customizable to 1300mm+ width and 2.5m+ length with gantry rollers.
Q: Does it comply with indoor renovation work requirements?
A: Yes. Wet operation minimizes airborne dust and thermal exposure, ideal for malls and lobbies.
Q: How long does finishing take per panel?
A: 3–5 minutes per full-size panel depending on condition and settings.
✅ Save up to 80% vs. panel replacement cost
✅ Ensure brushed finish compliance for luxury standards
✅ Enable one-time approval by architects & clients
✅ Align with ESG goals via sustainable reuse
✅ Avoid manual labor variability & shorten renovation timelines

High-Precision Surface Processing for Aerospace Panels and Titanium Implants
In the stainless steel appliance sector, surface finish is not just cosmetic — it's a competitive differentiator. Modern consumers associate fine brushed textures and safe edges with quality, durability, and brand reliability.
Refrigerators, ovens, dishwashers, and kitchen ventilation systems require panels that:
Maintain a uniform No.4 brushed finish without swirl marks
Feature rounded, burr-free edges to prevent coating cracks and improve safety
Have a coating-ready surface for powder coating, decorative films, or PVD plating
Deliver batch consistency for scalable OEM production
Manufacturers face several recurring production issues when dealing with stainless appliance panels:
| Challenge | Risk |
|---|---|
| Inconsistent brushing | Visible swirl marks or seams |
| Sharp edges & burrs | Peeling paint, safety concerns, poor assembly |
| Surface not clean/polished | Poor adhesion, rework after powder coating |
| Manual finishing | Unpredictable batch quality, labor costs |
| Multi-step processing | Wasted time, floor space, errors |
The SGPGB1000 machine integrates brushing, edge rounding, and polishing into a single production pass — solving all key finishing problems for stainless appliance panels.
Wide-Belt Sanding: Delivers flawless No.4 brushed finish with repeatable grain alignment.
Automated Edge Rounding: Removes sharp corners and burrs — critical for coating success and handling safety.
Rotary Polishing Module: Prepares surfaces for PVD, powder coating, and film lamination.
Fully Modular Workflow: One machine performs 3 tasks simultaneously.
| Appliance Component | Finishing Requirement |
|---|---|
| Refrigerator doors / side panels | No.4 finish, swirl-free, edge-safe |
| Oven cooktops / control panels | Rounded edges, thermal-resistant coating adhesion |
| Dishwasher / laundry machine fronts | Scratch-resistant, burr-free |
| Range hoods / microwaves | Coating-ready stainless surface |
| Stainless sinks / cookware | Anti-scratch, smooth brushed surface |
These components require consistent aesthetic + functional surface quality, which the SGPGB1000 delivers.
Uniform finishes create premium visual appeal across product lines — improving buyer trust and reducing brand inconsistencies in retail.
Rounded edges = better adhesion = fewer cracked coatings. Fewer paint bubbles or peel-offs. Lower failure rate during brand audits.
Replaces multiple manual steps (brushing, deburring, polishing) with one automated process. Lower training & skill dependency.
Dust-free operation modules support ESG goals and European workplace safety requirements.
| Benefit | SGPGB1000 Impact |
|---|---|
| Reject Rate | ↓ 60–80% coating-related failures |
| Labor | ↓ 50% reduction (one operator per line) |
| Takt Time | ↑ 2x faster processing per panel |
| Brand Compliance | ✓ Meet visual & edge standards of Bosch, Whirlpool, Haier |
| Batch Consistency | ✓ Visual & geometric uniformity across 1000+ pieces |
Critical aircraft panels require brushed finishing and scratch-free deburring before anodizing.
Rounded edges prevent delamination and sharp-edge injuries during assembly.
Polished stainless surfaces needed for dental and surgical cabinets.
Rounded edges reduce risk in hospital environments, coating adhesion increases instrument longevity.
Brushed aluminum or stainless steel used in dashboards, trims, kickplates.
Edge rounding prevents coating crack under thermal cycling.
Brands like Whirlpool or Electrolux require uniform No.4 grain across suppliers.
Brushed finish = branding. Rounded edge = compliance + safety.
For industrial cabinets, enclosures, vending machines.
Ensures powder coating doesn’t peel at corners, improves part handling safety.
Q1: How does edge rounding improve surface coating quality?
A1: Rounded edges eliminate stress points, allowing uniform paint coverage and preventing peeling at corners.
Q2: What is a No.4 brushed finish?
A2: A fine, uniform grain linear texture, standard in appliance-grade stainless steel. Created using wide-belt sanding.
Q3: Can this system replace manual polishing entirely?
A3: Yes. The integrated brushing + polishing station ensures repeatable finish quality without manual steps.
Q4: How does automation help with batch consistency?
A4: Parameters like brush pressure, belt speed, and feed rate are digitally controlled, ensuring consistency across batches.
Q5: Can the machine process parts with protective film?
A5: Yes. Special tooling avoids lifting or damaging films during brushing and rounding.
Q6: Is it suitable for aluminum as well?
A6: Yes. The system is compatible with stainless steel, aluminum, and pre-coated metals.
Q7: What is the expected ROI?
A7: Most users see ROI within 6–12 months, due to reduced labor, fewer defects, and faster production.
Q8: Can surface test reports be provided?
A8: Yes. We offer surface finish assessments (Ra values, grain uniformity, edge radius) as part of evaluation.
Q9: How does it improve safety?
A9: Burr-free, rounded edges reduce cut injuries during assembly and end-user handling.
Q10: What part sizes can it handle?
A10: Compatible with panels up to 1000mm width. Custom widths available.

Surface Finishing for Aerospace & Titanium Alloys – ±0.02mm Accuracy | JONSEN SG630-2WJS
When titanium and zirconium meet strict aerospace & medical standards, precision isn’t optional—it’s mandatory.
In the age of high-speed fiber lasers and advanced alloys, traditional surface finishing tools fall short. Enter JONSEN SG630-2WJS: a servo-driven, wet-type wide belt gantry system designed specifically for high-accuracy applications in aerospace, medical, and special alloy industries.
Titanium, zirconium, and nickel-based alloys are essential in mission-critical industries—but they’re also notoriously difficult to finish:
Aerospace skin panels require ultra-flat, distortion-free edges.
Orthopedic implants demand low Ra values for biocompatibility.
Nuclear-grade Zr plates must retain microstructural integrity under heat.
With SG630-2WJS, you're not just grinding—you’re ensuring compliance, durability, and zero-defect processing.
Dual abrasive belt system with servo-controlled gantry arms ensures stable finishing—even on variable-thickness plates.
Prevents thermal deformation, oxidation, or discoloration in heat-sensitive materials like titanium and zirconium.
Magnetic, vacuum, and mechanical fixtures accommodate high-mix production without setup delay.
Minimal downtime, consistent surface conditions, and easy maintenance for continuous production.
Titanium aircraft panels & frames
Zirconium heat exchanger plates
Surgical implant blanks (spine, trauma)
Nuclear-grade component base plates
Nickel-alloy die plates & mold substrates
Precision medical device enclosures
| Concern | Traditional Risk | SG630-2WJS Value |
|---|---|---|
| Flatness & Accuracy | Manual variation ±0.1mm leads to scrap | Controlled ±0.02mm — pass audits confidently |
| Material Deformation | Dry heat leads to burn & microcrack | Wet-cooled system eliminates heat distortion |
| Traceability | No logs → Fail ISO/FDA audits | Parameter-tracked system meets AS9100 / ISO13485 |
| Material Waste | 1 failed titanium sheet = $1,000+ | Reduced scrap, maximized material ROI |
| Flexibility | One-material setups only | Switch between Ti/Zr/SS with no downtime |
Q: Can this machine be validated for ISO 13485 / FDA CFR 820?
A: Yes. The system logs all parameters with full traceability, audit-ready for medical and aerospace compliance.
Q: Is wet grinding necessary for titanium and Nitinol?
A: Absolutely. Wet cooling prevents oxidation, burns, and microstructural damage.
Q: What is the typical roughness (Ra) achieved?
A: ≤0.8 µm with polishing module—ideal for implants, aerospace skin, and mold base.
Q: Does it support flexible part clamping for various thicknesses?
A: Yes. The system supports magnetic, vacuum, and clamp-based holding—switch-ready for multi-material workflows.
Q: What’s the typical ROI period?
A: Depending on utilization, ROI is usually within 9–14 months for titanium and medical part producers.
Automated Deburring & Edge Rounding for Post-Laser Sheet Metal Processing
How Deburring Machines Eliminate Burrs and Boost Manufacturing Quality
Medical-Grade Edge Rounding & Surface Finishing: From Compliance Risk to Competitive Advantage

Automated Deburring & Edge Rounding for Post-Laser Sheet Metal Processing
What is the biggest bottleneck in sheet metal laser processing today?
Manual post-laser finishing—deburring, slag removal, and edge rounding—has not kept pace with laser cutting speeds.
How does automation improve edge quality for powder coating?
It ensures consistent radius formation (e.g., R0.2–R0.5), avoiding sharp corners that lead to coating failure.
What is the impact of laser cutting speed on post-processing?
Faster cutting leads to larger backlogs at the finishing stage unless automation is implemented.
Can one system handle both thin and thick metal parts?
Yes. Systems like SGP1000 support adjustable pressure, multiple stations, and vacuum hold-down for small parts.
What is the ROI for an automated deburring system?
Most customers report a return within 8–12 months due to reduced rework, fewer labor hours, and higher yield.
How does the system ensure consistency for batch production?
PLC-controlled parameters lock in settings across shifts and batches for perfect repeatability.
Does this system reduce factory dust and noise exposure?
Yes. Enclosed grinding zones and dust extraction ports ensure OSHA/CE safety compliance.
Is dry processing safe for aluminum and stainless steel?
Absolutely—with proper dust management and feed speed control.
How are small or light parts held securely during processing?
The SGP1000 platform features vacuum tables that prevent vibration or slippage during high-speed finishing.
Can this equipment be used inline with laser-cutting and powder-coating?
Yes. The modular systems integrate with conveyors, robots, and coating lines for continuous production.
Q: What surface roughness is required for powder-coated parts?
A: Ra ≤1.2 μm is ideal. Automated polishing stations can achieve consistent results within this range.
Q: How does edge rounding improve downstream coating and sealing?
A: Rounded edges minimize stress points and ensure paint adheres uniformly, avoiding cracks and peeling.
Q: What’s the best solution for small batch mixed-material production?
A: Modular dry systems like SG1030-NG+JS support fast switching, auto pressure adjustment, and easy cleanup.
Q: How is edge quality controlled across different shapes?
A: The planetary abrasive head ensures uniform rounding even on holes, slots, and cutouts.
| Industry Segment | Typical Parts | Downstream Needs |
|---|---|---|
| Sheet Metal Job Shops | Laser-cut parts, bracketry, plates | Consistency, throughput, lower labor costs |
| Machinery & Cabinet Manufacturers | Enclosures, covers, base frames | Scratch-free finishing, paint-ready surfaces |
| Auto & EV Component Suppliers | Battery trays, shields, structural parts | Edge rounding, R-value control, coating prep |
| Electrical Cabinet Producers | Control boxes, UPS housing, panels | Sealing, uniform edge quality, safety |
| Heavy Equipment Fabricators | Structural beams, guards, supports | Deslagging, chamfering, durable coatings |
| Stainless Steel Architecture | Elevator doors, claddings, signage | High aesthetic quality, mirror finish options |
| Buyer Concern | Industry Pain Point | JONSEN System Response | Solution Value |
|---|---|---|---|
| Cutting is fast, but grinding is slow | Fiber lasers outpace manual finishing | SG1030-NG+JS integrated automation | Line-balanced throughput, cut-to-coat readiness |
| Dust & unsafe working environment | Manual grinding creates airborne particles & noise | Enclosed design + dust collection | OSHA-safe, clean, and modern workshop image |
| Inconsistent quality | Human variability in burr removal & radius control | Planetary brush + belt + PLC system | From batch #1 to #10,000: identical edge quality |
| ROI concern | Worry about capex recovery | Lower rework + less labor = fast payback | Most recover within 8–12 months |
Laser cutting no longer defines production speed—finishing does.
If your bottleneck is after the cut, you're not using your laser’s full potential.
Automation isn't just efficiency—it’s the only way to scale reliably.
Use the following to create your internal link matrix to strengthen on-site AEO relevance:
CONTACT US
Address
53 Peng'an Road, Pingyao Town,
Hangzhou, China
kenny.gong@vip.163.com
17767176257@163.com
Phone
Phone:+86 17767171031
+86 13968085257
Fax:0571-88524367
JONSEN SANDER is one of the leading Sheet Metal Deburring Machines, Grinding Machine, Wide Belt Grinding Machine, Edge Rounding Machines Manufacturers, Factory and Suppliers, Our product quality has passed international certification, and the price is affordable, welcome to call and order our products wholesale.
Copyright: Hangzhou Xiangsheng Abrasive Machine Manufacturing Co., Ltd. Support By Hangzhou Great Master

